Jul 27, 2026
Jul 27, 2026
This article is written jointly with Shivam Patange and Nandini Nimbkar of Nimbkar Agricultural Research Institute, Phaltan, Maharashtra, India.
Abstract
Sweet sorghum [Sorghum bicolor (L.) Moench] is a sugar producing multipurpose crop which is used for simultaneous production of grain (from earhead), sugary juice (from stem) and fodder (leaves and bagasse) for livestock. Sweet sorghum (SS) syrup is a high antioxidant food material produced by concentrating its sugary juice. SS has been mostly used in India for ethanol production but demand for its syrup is growing.

The paper details the R&D on SS syrup in India and shows the challenges that need to be overcome to meet the growing demand. The challenges in improving the crop productivity and the syrup processing are outlined. A simple economic analysis of small scale SS syrup plant shows that producing syrup is economical both for the farmer and the syrup producing unit.
Keywords: Sweet sorghum, syrup, antioxidant, R&D at NARI, farmer‘s profit.
Introduction
 Sweet sorghum [Sorghum bicolor (L.) Moench] is a sugar producing multipurpose crop which is used for simultaneous production of grain (from earhead), sugary juice (from stem) and fodder (leaves and bagasse) for livestock. It is a short duration crop of 110-130 days and has a great tolerance to a wide range of climatic and soil conditions. Due to the juicy sweet stalk, SS is an excellent source for ethanol and syrup production. However, in food vs fuel debate importance should always be given to food. Besides, SS syrup has also shown good antioxidant properties and is found to be useful in food, beverage and pharmaceutical industries. Hence it is considered suitable for syrup production. It has also been suggested that the syrup is a good substitute for honey in nutraceutical formulations. Decrease in natural honey has led to greater demand for SS syrup in the last decade.
Sweet sorghum [Sorghum bicolor (L.) Moench] is a sugar producing multipurpose crop which is used for simultaneous production of grain (from earhead), sugary juice (from stem) and fodder (leaves and bagasse) for livestock. It is a short duration crop of 110-130 days and has a great tolerance to a wide range of climatic and soil conditions. Due to the juicy sweet stalk, SS is an excellent source for ethanol and syrup production. However, in food vs fuel debate importance should always be given to food. Besides, SS syrup has also shown good antioxidant properties and is found to be useful in food, beverage and pharmaceutical industries. Hence it is considered suitable for syrup production. It has also been suggested that the syrup is a good substitute for honey in nutraceutical formulations. Decrease in natural honey has led to greater demand for SS syrup in the last decade.
Syrup from sugary SS juice is made by boiling it down to about 75 brix (Brix is defined in Table 1) which results in honey-like consistency and appearance. Because of the chemical composition of the syrup its shelf life is also good.
Since the late 1970s till recently SS was thought to be a good alternative to sugarcane for production of ethanol but the increased demand for syrup partly due to decline in honey production has made it more attractive for this purpose. This paper is an attempt to chart the R&D status of SS syrup in India.
History of sweet sorghum syrup R&D
United States of America (U.S.A.) was the pioneer in producing syrup from SS. SS was introduced into U.S.A. probably from China in the 1850s and for the next three decades it was extensively cultivated for syrup production. By the late 1880s the annual production peaked to about 30 million gallons. However, with the advent of cheaper corn and maple syrups, the sorghum syrup production declined steeply in the next three decades. From the 1930s to the 1970s, its production continued on family farms and homesteads on a non-commercial basis8. Currently in the U.S.A. less than 1 million gallons are produced annually by family-owned small syrup producing units and the production is mostly restricted to the states of Alabama, Arkansas, Georgia, Iowa, Kentucky, Mississippi, North Carolina and Tennessee.
SS was introduced in India in the early 1970s by the Nimbkar Agricultural Research Institute (NARI) by bringing cultivars from various US breeding stations and then crossing them with Indian grain sorghum varieties. The major aim of breeding work was to develop a SS hybrid for sugar production in times when sugarcane was not available. The NARI hybrids and varieties contain maximum sucrose at grain maturity. The brix and purity in the juice of some of these varieties nearly approach those of sugarcane. Some attempts were made by NARI in the late 1970s to produce crystalline sugar from SS jaggery. They were unsuccessful because of the difficulty in crystallization. Therefore, in the early 1980s it was decided at NARI to use SS as a feedstock for ethanol and syrup production.
Around the same time in 1980 International Crops Research Institute for the Semi-Arid Tropics (ICRISAT) in Hyderabad also started research on the development of sweet sorghum cultivars with high sugar content and biomass, but the research petered out. Research at ICRISAT was renewed in 2002 to develop new seed parents and restorer lines for hybrid sweet sorghum development to meet the increased demand for ethanol for blending with petrol.
A complete technology of ethanol production from SS was developed by NARI in the late 1980s. The technology consisted of producing higher yielding SS varieties, better fermentation technologies and distillation of ethanol using solar energy. The ethanol produced was used in specially designed lighting and cooking devices such as lanterns and stoves. Presumably, due to the secondary products such as aconitic acid and polyphenols in the syrup, it was found that the SS syrup had a good keeping quality and could be used year-round as a raw material for ethanol production.
However, the ethanol from SS was costly in the early 1990s and there were no buyers for it since national policy on biofuels had not been formulated. Only in 2003 with pressure from the sugar lobby to take care of the surplus sugar, a program for ethanol blending in petrol was formulated by the government of India. This also spurred ethanol production from SS. With environmental issues taking center stage there is a renewed interest worldwide in use of sugary crops like SS for ethanol production.
In India besides ICRISAT efforts were mounted by various organizations including ICAR-Indian Institute of Millets Research (IIMR), various centres of All India Coordinated Sorghum Improvement Project (AICSIP) and Indian Institute of Sugarcane Research (IISR) for developing high yielding SS hybrids and varieties for ethanol production. A sweet sorghum-based ethanol unit by Rusni Distilleries was established near Hyderabad in cooperation with the agribusiness incubator of ICRISAT but failed to take off. These organizations were also involved in doing some R&D in syrup production but there were no sustained efforts.
Realizing the importance of food over fuel, NARI since the 1990s has focused its efforts on producing syrup from SS and today it is the only organization in India producing and selling SS syrup. In the past NARI had mostly used its own hybrid Madhura-1 for syrup production. Recently two new varieties Madhura-2 and Madhura-3 have been successfully used for syrup making.
Table 1 lists the properties of these cultivars and because of its good performance Madhura-3 is presently being used for syrup production.
Table 1. Different properties of sweet sorghum cultivars developed by
NARI for syrup production.
|
Parameter |
Madhura-1 (hybrid) |
Madhura-2 (variety) |
Madhura-3 (variety) |
|
Biomass (T/ha-season) |
10-40 |
20-40 |
20-40 |
|
Stripped stalk (T/ha-season) |
5-20 |
10-25 |
10-30 |
|
Extraction (kg juice/100 kg of stripped stalk) |
15-35 |
15-25 |
25-35 |
|
Juice yield (kg/ha-season) |
750-7000 |
1500-6250 |
2500-10500 |
|
Juice brix |
15-20 |
16-18 |
16-20 |
|
Stem borer damage kg/100 kg of stripped stalk) |
5-35 |
10-20 |
0-5 |
|
Syrup recovery (kg/100 kg of stripped stalk) |
3-6 |
2-7 |
5-7 |
|
Syrup yield (T/ha-season) |
0.15-1.2 |
0.2-1.5 |
0.5-2.1 |
|
Best sowing season |
May-June |
May-June and October- November |
May-June |
|
Crop duration (months) |
4 |
4 |
4 |
Note: This table is based on past six years’ SS syrup production data at NARI.
Stripped stalk includes damaged stalk also.
a) Brix measured in degrees, is the sugar content of an aqueous solution. One degree brix corresponds to 1 gram of sucrose in 100 grams of solution.
A small pilot plant producing syrup from SS has been running for last two decades at the NARI campus and till today more than 5 tons of syrup has been sold in bulk. This has helped in creating a market for SS syrup in India. Recently NARI has also tested SS fodder hybrids and varieties, developed elsewhere, like Sugargraze, Honey Pot and SSV-84 for making syrup. The data collected from them so far is limited and efforts are underway to generate more data for facilitating comparison with NARI
cultivars.
Why sweet sorghum syrup?
In India recently maple and other exotic syrups as sweeteners have started to become available. The current demand for these syrups is met by importing them. Last year, sugary syrups and sweeteners worth Rs 600 crores were imported into India to cater to the growing demand. Traditionally honey and sugarcane syrup has been used as liquid sweeteners. With the shortage of good quality honey focus is now shifting to other liquid sweeteners of equivalent nature and SS syrup may fit the bill.
Table 2 shows the comparison of SS and sugarcane syrups with honey.
Table 2. The nutritional content comparison of Madhura sweet sorghum syrup with Honey and Sugarcane syrup.
|
Madhura syrup (mg/100 g) |
Honey (mg/100 g) |
Sugarcane Syrup (mg/100 g) |
|
|
Potassium |
1810.00a, 133.20-145 |
40-3500 |
662 |
|
Calcium |
160.00a , 190.87-272.33b |
3-31 |
18.4 |
|
Sodium |
84.25-153.13b |
1.6-17 |
21.5 |
|
Phosphorus |
11.00a |
2-15 |
61 |
|
Iron |
0.86a, 15.43- 19.74b |
0.03-4 |
0.16 |
|
Nicotinic acid (Vitamin B3) |
153.00 a |
0.10-0.20 |
- |
|
Vitamin C |
11.50 a |
2.2 to 2.5 |
- |
|
Riboflavin (Vitamin B2) |
10.00 a |
0.01-0.02 |
- |
|
Total phenolic content (Antioxidant) |
184.70-261.31b |
7.37- 46.57 |
29-98 |
|
Total flavonoid content (Antioxidant) |
75.62-197.50b |
0.53 - 11.6720,21 |
109-135 |
|
Shelf life |
1-2 yearsd (without refrigeration) |
Long |
6 months c |
a. Analysis of samples of ‘Madhura’ syrup by CFTRI, Mysore and ITALAB Pvt. Ltd., Mumbai
b. Analysis of samples of syrup made from ‘Madhura’ hybrid cultivated at different locations in Kenya.
c. This is the recommended shelf life of sugarcane syrup manufactured by companies in India. To improve shelf life of sugarcane syrup various chemicals are added. Also, storage in refrigerator after opening the sealed container can increase shelf life up to two years.
d.The pH of food grade sweet sorghum syrup was in the typical range of 5.0-5.5. Thus, given a combination of low aw and acidic pH, it is possible to store sweet sorghum syrup under ambient conditions. However, it is important to ensure that no moisture ingress occurs into the product during storage.
With high antioxidant property of SS syrup it is being preferred over others for nutraceuticals and other food items like breakfast bars and sweet snacks. At the same time in terms of its yield per unit of water and profitability to the farmer it is even better than sugarcane syrup (Table 3). From this table it is also evident that SS is much more water efficient crop than sugarcane and this makes it more climate resilient.
Table 3. Comparison between Sweet sorghum and Sugarcane.
|
Sweet sorghum (Madhura-3) |
Sugarcane |
|
|
Juice brix at the time of harvest (%) |
16 – 20 |
15 – 23 |
|
Stripped stalk yield (T/season-ha) |
10 – 30 |
70 –100 |
|
Potential sugar yield (T/season-ha) |
1.6 – 6 |
11.2 – 12.6 |
|
Crop duration (days) |
110 – 1304 |
300 – 540 |
|
Potential sugar yield per 14 months (T/ha) |
4.8 – 18 |
11.2 – 12.6 |
|
Growth period water requirement (mm) |
400 – 450 |
1500 – 2500 |
|
Average water requirement (liters/kg sugar) |
1119 |
1681 |
|
Net profit to a farmer (Rs. lakh/year-ha) |
a 0.50 – 1.00 (from Fig.4 ) |
0.60 – 1.66b |
a) The selling price of SS for syrup production is assumed to be Rs. 2000-
4000/T. b) The selling price of sugarcane is from sugar factories. Rs. 2300-
2850/T.
Globally, the dietary products/supplements (for vitamins, minerals, natural antioxidants) market is estimated to reach $230.73 billion by 2027. Since syrup from SS is one of the natural products with wholesome nutrition, it has a tremendous potential for capturing this large market segment. In India discussions with nutraceutical and wholesome foods companies show the estimated demand for SS syrup to be 1000 T/year.
Issues in sweet sorghum syrup production
In order to increase the production of syrup and cater to the potential demand, issues regarding increased crop yield and improved syrup processing need to be addressed.
I) Crop Issues :
Since SS is a multipurpose crop, NARI has always attempted to maximize the grain and stalk yield in the cultivars developed. This in addition to solving the food vs. fuel problem also gives extra income to the farmers and makes economics of products from SS more favorable.
High energy SS types which are sweet stalked yet have relatively high grain yields have been developed. Similar to NARI’s Madhura-1 these hybrids utilize a grain type female and a sweet type male. Some researchers have suggested that after anthesis, assimilate production in SS is in excess of the sink demand of the panicle and the non-structural carbohydrates produced accumulate in the upper stems. Mechanisms beyond sink strength and enzymatic activity are necessary to explain the higher rates of sucrose accumulation in SS compared to grain sorghum and need to be investigated.
Yearly (two seasons) SS grain yields are typically 3-7 T/ha and stalk yields are typically 50-100 T/ha. Achieving the yields at the higher end of the ranges depends on the many biotic and abiotic stresses that the SS crop has to face.
a) Abiotic stresses include those related to environmental factors such as temperature, precipitation, day-length and soil quality. They adversely affect productivity of SS crop. At NARI attempts have been made to develop cultivars which do well year-round under conditions at Phaltan. Therefore, they grow well under temperatures ranging from a minimum of 12oC to a maximum of 42oC. The crop is grown under irrigated conditions, so drought stress is generally not an issue. Similarly, flooding is rarely encountered. Lodging during stormy weather (heavy rainfall accompanied with high wind) was observed in hybrid Madhura-1. Lodging markedly reduces fresh weight and the sugar content in the stalks of SS mainly due to the decline in rate of photosynthesis. However, the variety Madhura-3 is tolerant to lodging.
It is desirable to have photoperiod and thermo-insensitive varieties which canbe grown during any time of the year. Most SS cultivars reach a peak sugar content about 30 days after flowering which then declines. This decline varies from one cultivar to another and from one year to another depending on climatic conditions. The harvesting period has to be managed by either using cultivars with different maturities or by sowing the same cultivar on different dates. Further research is needed on development of cultivars tolerant to changeable climatic conditions.
b)Biotic stresses include various pests, diseases and weeds which in addition to reducing the stalk and grain yield also affect the juice quality. The most serious pests are the lepidopteran stem borer (Chilo partellus) and the dipterans midge (Stenodiplosis sorghicola) and shoot fly (Atherigona soccata). The variety Madhura-3 is tolerant to stem borer and shoot fly. Attack of fungal and bacterial diseases is found to be more during the rainy season, but again Madhura-3 has been seen to be fairly tolerant to them. Sweet sorghum cultivars were found to sustain less damage from aphids (sucking pests), when higher concentration of aconitic acid and polyphenols accumulated in the stem. These secondary products therefore may serve as a defense against aphids.
II) Processing Issues :
Presently the syrup processing is done manually. The schematic of the process is given in Fig.1. The main steps are:
(a) Leaf stripping
(b) Crushing of cane for juice extraction
(c) Clarification of juice to remove suspended and dissolved impurities by settling it
(d) Boiling of juice to evaporate water and remove scum
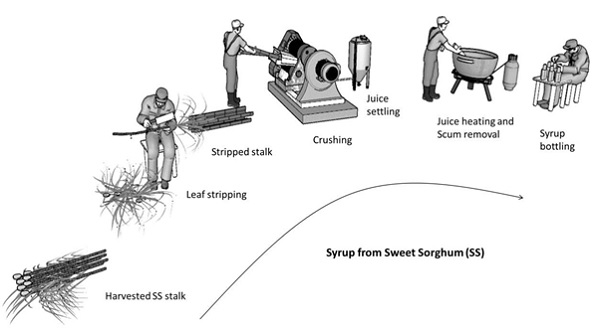
Fig.1. Schematic of syrup production process
a) Leaf stripping: SS when harvested has green leaves attached to the stalk. If the stalk is crushed with the leaves the resulting syrup has an off-taste and becomes dark in color. Thus in order to improve the taste and color of syrup leaf removal is necessary. Also the damage to the stalk due to pests like stem borer or diseases becomes visible only when the leaves are removed. If the damaged part is not removed before crushing it can give a bad taste to the syrup. Since syrup recovery is calculated based on total stripped stalk weight (Stripped stalk weight + Damaged stalk weight), the syrup recovery decreases with increasing percentage of damaged stalk as shown in Fig.2.
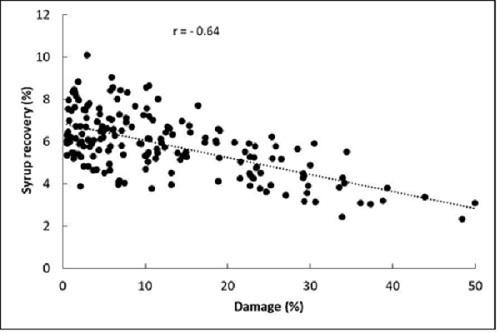
Fig. 2. Effect of pest damage to the stalk on syrup recovery for Madhura-3
Leaves are strongly attached to the stem, unlike those of sugarcane which are dry and easily removed from the stalk when it is harvested. Leaf stripping of SS is done manually and is a very labor-intensive process. For example, around 10-12 laborers working for 4-6 hours are required to remove leaves from one ton of SS biomass. This increases the cost of syrup production. An automatic leaf stripping machine for small scale syrup production will go a long way in speeding up the syrup production rate and also reduce the labor cost.
(b) Crushing of stalk: One of the most important processes in syrup production is juice extraction. We use a 3-roller crusher with a 7.5 kW motor. As can be seen from Table 1 the present juice extraction is only 15-35 kg/100 kg of stalk. This is very low and the sugar which remains in the bagasse is wasted. Syrup recovery is directly related to extraction percentage as shown in Fig. 3. There is therefore a need to develop improved crushers which can nearly double the juice extraction. This requires extensive R&D.
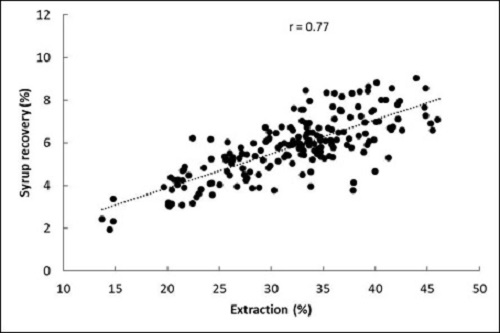
Fig. 3. Effect of juice extraction efficiency on syrup recovery for Madhura-3
(c) Clarification of juice: SS juice contains starch, proteins and other dissolved material. Removal of these materials helps in improving the color and taste of the syrup. Normally extract of okra fruits or plants and other mucilaginous substances are used as flocculent and the floating scum is removed manually. This is generally done during the heating of the juice. If a suitable filter which can remove the starch at room temperature is developed, then the energy cost of syrup production can be reduced since it can be boiled under vacuum at lower temperatures.
(d) Boiling of juice: Around 95% of total energy used in syrup making is used in heating of the juice. Thus, the use of an efficient juice evaporator is a necessary component in increasing the efficiency of syrup production and reducing its cost.
Since the scum removal is done manually during the boiling process, open pans are preferred since they allow easy access for skimming the juice surface for scum removal. The syrup is taken out when its temperature reaches about 105oC corresponding to 74-76 degrees brix.
Presently SS bagasse is used as a fuel in the furnace, but with its alternative use as fodder for animals there is a need to develop a very efficient multi-biomass furnace which can take other agricultural residues as fuel. In the early 1990s NARI had developed a very efficient loose leafy biomass gasification technology which could run on the SS bagasse and other loose biomass fuels. However, its use for the proposed syrup production rate of 50-150 kg/day is quite costly and uneconomical. Thus, an efficient small-scale direct biomass-fired boiler/furnace of 300-500 kW (thermal) capacity running on various biomass residues will be a great boon for small scale syrup production. Such a furnace is presently not easily available in the market.
Economics of syrup production
Any food processing unit becomes economically viable when it provides adequate compensation to the farmers for growing of crops and good rate of return to the processing unit.
1. Data collected over last six years at our institute on the variety Madhura-3 show that the cost of cultivation of SS is ~ Rs. 40,00045,000/ha-season and the biomass yields are 20-40 T/ha-season. Data from sorghum growing farms show the cost of cultivation to be around Rs.30,000 to 35,000/ha-season43. The cost of growing SS is very similar to that for grain sorghum. For the economic analysis in this study an average cost of cultivation has been assumed as Rs.40,000/ha-season which translates into SS biomass cost of Rs. 1000-2000/T.
A farmer should get much more than this amount to make growing SS attractive. We feel he/she should get similar profits as those from growing sugarcane (one of the most profitable crops). As shown in Table 3 a sugarcane farmer gets an average profit of Rs. 0.60 to 1.66 lakhs/year-ha. For our economic analysis we have therefore taken an average profit for SS farmer to be Rs. 0.75 lakhs/year-ha. With this profit margin there will be no dearth of farmers growing SS!
Fig. 4 shows the farmers’ profit as a function of biomass cost for three biomass yield scenarios. With a profit of Rs. 0.75 lakhs/year the SS biomass selling price will vary from ~Rs.2000 to 4000/T for different biomass yields.
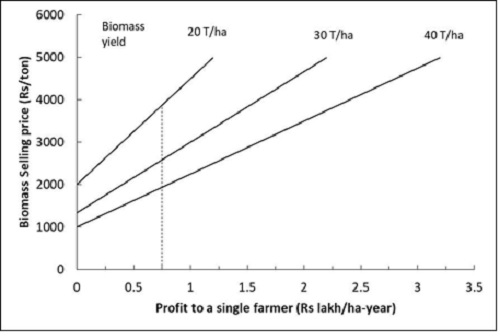
Fig. 4. Farmer‘s profit vs. the biomass cost of Madhura- 3
The keeping quality of sweet sorghum stalk is poor as compared to that of sugarcane and there is a high chance of sugar inversion and fermentation of the invert sugars in them if kept for more than 48 hours after cutting. This may impact the quality of syrup. At the same time cost of transporting the SS biomass to the syrup plant should be minimized. Thus, it is necessary that the syrup plant should be small and situated within a km of SS growing area. This has necessitated the choice of 50-150 kg/day mini syrup producing plant for which economic analysis has been done.
For any syrup producing unit the profit is dependent on the biomass cost and selling price of the syrup. Fig. 5 shows the relationship between biomass purchase price and the syrup selling price for varying rates of return (ROR). Similarly, Fig. 6 shows the relationship between biomass purchase price and net profit to the entrepreneur for varying syrup selling prices. Assumptions for Fig. 5 and Fig. 6 are given in Table 4.
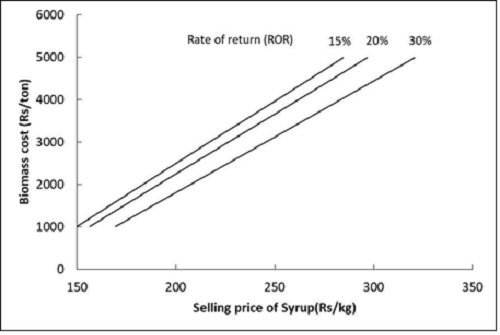
Fig. 5. Biomass cost vs. Syrup selling price
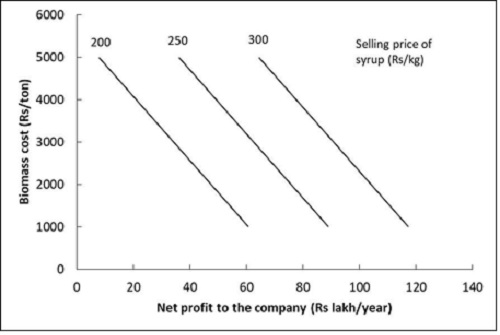
Fig.6. Biomass cost vs. Net profit to the Syrup unit
Table 4. Assumptions for Economic Analysis of 150kg/day syrup plant
|
Parameter |
Value |
|
Capital cost (Rs lakhs) |
60a |
|
Interest on capital cost (%) |
15 |
|
10 |
|
|
Raw material cost (Rs/T of biomass) |
2000-4000 |
|
Operating cost (Rs lakhs/year) |
29.35 b |
|
Average inflation/year (%) |
5c |
|
Rate of return (ROR) |
15-30% |
|
Land needed for growing SS(ha/year) |
35d |
|
Syrup production capacity of the plant |
150 (kg/day) or 45 T/year |
|
Plant operation period (days/year) |
300 |
a. It includes plant cost(Rs. 30 lakhs) and land cost (Rs. 30 lakhs)
b. Operating cost:
— Total labor charges for stripping and syrup making for 45 T of syrup in a year is Rs.20.76 lakhs.
— Electricity cost is Rs.1.71 lakhs/year.
— Miscellaneous (Salary, Logistics, Inventory, Cleaning); Rs.3.6 lakhs/year.
— Maintenance cost (5% of capital cost); Rs. 3 lakhs/year.
— Total operating cost (Rs lakhs/year) = 29.35
c. Inflation is assumed for raw material, operating cost and the price of syrup.
d. For 150kg/day syrup production for 300 days in a year, total land needed to grow SS will be 35 ha. (1300 kg syrup/ha with production of 45 T syrup/year.)
From the economic analysis it appears that with the present demand for SS syrup, producing it on small scale by a large number of mini plants should be economically viable. This will be very much in the line of Self-Reliant India mission (Atmanirbhar Bharat Abhiyan) promoted by the present Government.
Moving Forward
The paper has detailed the status of SS syrup R&D in India till present time. The demand for SS syrup in India has picked up and at least a part of the credit goes to the work done at Nimbkar Agricultural Research Institute. SS syrup is an excellent sweetener high in antioxidants and is finding use in nutraceutical and food industries. The challenges faced in meeting the increasing demand have been detailed in the paper.
To move forward there is a need to specifically do the following:
1.Develop a semi-automatic continuous syrup producing plant of 50-150 kg/day capacity. These small plants situated in rural areas can supply good quality syrup to a bigger company for quality control and marketing. The marketing and selling of syrup should be based on the Amul Dairy model of successful milk collection, and processing and selling it.
2.Develop better varieties of SS which are high in sugar and less susceptible to pests like stem borer and pathogens. This can help increase the productivity and income of syrup manufacturing units.
Acknowledgements
Authors are grateful to Sharad V. Choudhari, Anita R. Gholap and Sonali A. Khalate for field observations and syrup making. Thanks are due to S. S. Aherrao for typing umpteen drafts of the paper and to ICAR, USDA, and MNRE for funding various aspects of the study over the years and to Bajaj Finserv for providing fellowship to S.P. Thanks are also due to Dr. Subhash Lakhotia of BHU and Dr. Brij Bhuwan Singh (former ADG, ICAR) for giving valuable suggestions on the manuscript.
26-Dec-2020
More by : Dr. Anil Rajvanshi
|
|
Its is a brilliant article on Sweet Sorghum Syrup. |
